Quality control process for HDPE liner factory
The quality control process for HDPE liner factory refers to a systematic inspection and monitoring framework applied during raw material preparation, extrusion production, and final product testing to ensure HDPE geomembranes meet international engineering standards for thickness uniformity, mechanical strength, impermeability, and long-term durability in containment applications.
Technical Parameters and Specifications
| Parameter | Typical Specification | Test Standard |
|---|---|---|
| Material Density | ≥ 0.940 g/cm³ | ASTM D1505 |
| Thickness Range | 0.5 mm – 3.0 mm | ASTM D5199 |
| Thickness Tolerance | ±5% – ±10% | GRI GM13 |
| Tensile Strength | ≥ 15 kN/m | ASTM D6693 |
| Elongation at Break | ≥ 700% | ASTM D6693 |
| Puncture Resistance | ≥ 480 N | ASTM D4833 |
| Carbon Black Content | 2.0% – 3.0% | ASTM D4218 |
| Oxidative Induction Time | ≥ 100 minutes | ASTM D3895 |
Structure and Material Composition
The HDPE liner used in containment systems is produced with carefully engineered polymer formulations.
HDPE Resin Base Layer – High-density polyethylene provides chemical resistance and impermeability.
Carbon Black Stabilizer – Protects the liner against ultraviolet degradation.
Antioxidant Additives – Extends service life by preventing polymer oxidation.
Optional Textured Surface Layer – Enhances friction for slope stability in landfill applications.
Uniform Extruded Membrane Layer – Maintained through controlled extrusion die calibration.
Manufacturing Process and Quality Inspection Workflow
The quality control process for HDPE liner factory integrates inspection checkpoints throughout the entire production cycle.
Step 1 – Raw Material Verification
All incoming HDPE resin and additives are tested for melt index, density, and carbon black dispersion before entering the production system.
Step 2 – Automated Material Feeding
Gravimetric dosing systems ensure consistent polymer ratios and prevent formulation variation between batches.
Step 3 – Extrusion Production
Large-scale flat die extrusion lines operate between 180°C and 230°C. Sensors monitor pressure, temperature, and melt flow stability.
Step 4 – Thickness Calibration
Laser scanning systems continuously measure sheet thickness across the roll width to maintain manufacturing tolerance.
Step 5 – Cooling and Stress Stabilization
Calender rollers and cooling systems stabilize sheet geometry and eliminate residual internal stresses.
Step 6 – Laboratory Testing
Each production batch undergoes mechanical and chemical testing to verify compliance with international geomembrane standards.
Step 7 – Final Roll Inspection
Finished HDPE liner rolls are inspected for thickness consistency, surface defects, and dimensional accuracy before packaging.
Industry Comparison
| Material | Quality Stability | Chemical Resistance | Service Life | Typical Applications |
|---|---|---|---|---|
| HDPE Liner | Excellent | Excellent | 30–50 years | Landfills, mining, wastewater |
| LLDPE Liner | Good | Good | 20–30 years | Agricultural ponds |
| PVC Membrane | Moderate | Moderate | 10–20 years | Building waterproofing |
| EPDM Rubber | Flexible | Moderate | 20–25 years | Decorative water features |
Application Scenarios
A strict quality control process for HDPE liner factory is essential for large containment engineering projects.
Municipal landfill lining systems
Mining tailings storage facilities
Industrial wastewater containment ponds
Oil and gas secondary containment
Agricultural irrigation reservoirs
Environmental remediation barriers

Core Pain Points and Engineering Solutions
Pain Point 1 – Thickness inconsistency
Solution: Implement online laser thickness monitoring systems.Pain Point 2 – Material quality variation
Solution: Use certified resin suppliers and batch traceability.Pain Point 3 – Surface defects during extrusion
Solution: Install automated surface inspection and filtering systems.Pain Point 4 – Weak welding performance
Solution: Maintain stable thickness and polymer density through controlled extrusion parameters.
Risk Warnings and Avoidance Recommendations
Inconsistent liner thickness can cause welding failure during installation.
Poor raw material quality may lead to premature liner degradation.
Improper extrusion temperature control may create internal stress in the membrane.
Lack of laboratory testing increases the risk of project leakage or environmental contamination.
Procurement Selection Guide
Verify compliance with ASTM and GRI geomembrane standards.
Request laboratory testing reports for each production batch.
Inspect manufacturing equipment and extrusion capacity.
Confirm availability of online thickness measurement systems.
Review factory quality management certifications (ISO 9001).
Evaluate engineering project references.
Confirm roll size, packaging standards, and logistics capability.
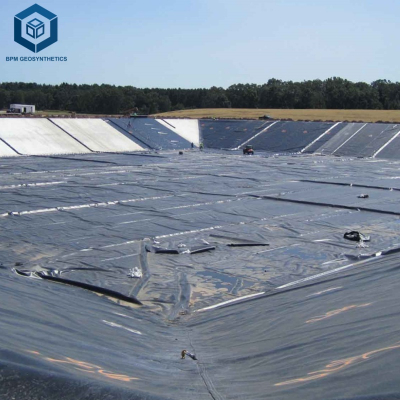
Engineering Case Study
A large landfill expansion project in Southeast Asia required over 150,000 square meters of 2.0 mm HDPE liner. The supplier implemented a strict quality control process for HDPE liner factory, including automated thickness scanning and laboratory mechanical testing for every production batch. During installation, double-track wedge welding machines were used to join the geomembrane panels. Post-installation vacuum testing and destructive seam testing confirmed that the liner system met international environmental containment requirements.
Frequently Asked Questions (FAQ)
1. What is the purpose of quality control in HDPE liner production?
It ensures the liner meets engineering performance and environmental containment standards.
2. Which international standards apply to HDPE liners?
Common standards include ASTM and GRI GM13.
3. How is thickness measured during production?
Laser or ultrasonic thickness monitoring systems are used.
4. Why is carbon black important?
It improves UV resistance and long-term durability.
5. How often are laboratory tests performed?
Testing is conducted for each production batch.
6. What equipment improves production quality?
Automated extrusion lines with digital monitoring systems.
7. Can poor quality control affect welding?
Yes. Thickness variations may reduce seam strength.
8. What is oxidative induction time?
A test indicating resistance to thermal oxidation.
9. How long can HDPE liners last?
Typically 30–50 years under proper installation conditions.
10. Why should buyers request quality certificates?
Certificates verify that the liner meets engineering specifications.
Request a Quote / Technical Documentation / Engineering Samples
For project specifications, laboratory testing reports, or HDPE liner samples, contact our engineering team. We provide technical documentation and production information to support EPC contractors, distributors, and environmental engineering projects worldwide.
E-E-A-T: Author Expertise and Industry Authority
This article is written by professionals experienced in geomembrane manufacturing, polymer extrusion technology, and environmental containment engineering. The information presented follows internationally recognized standards such as ASTM testing procedures and GRI geomembrane specifications used in landfill, mining, and industrial infrastructure projects.